Паспорт 3250 Внутришлифовальный универсальный станок
Наименование издания: Руководство по уходу и обслуживанию
Выпуск издания: Завод внутришлифовальных станков
Год выпуска издания: -
Кол-во книг (папок): 1
Кол-во страниц: 49
Стоимость: По запросу


Руководство по уходу и обслуживанию
Содержание:
1. Назначение станка
- Внутришлифовальный универсальный станок фото
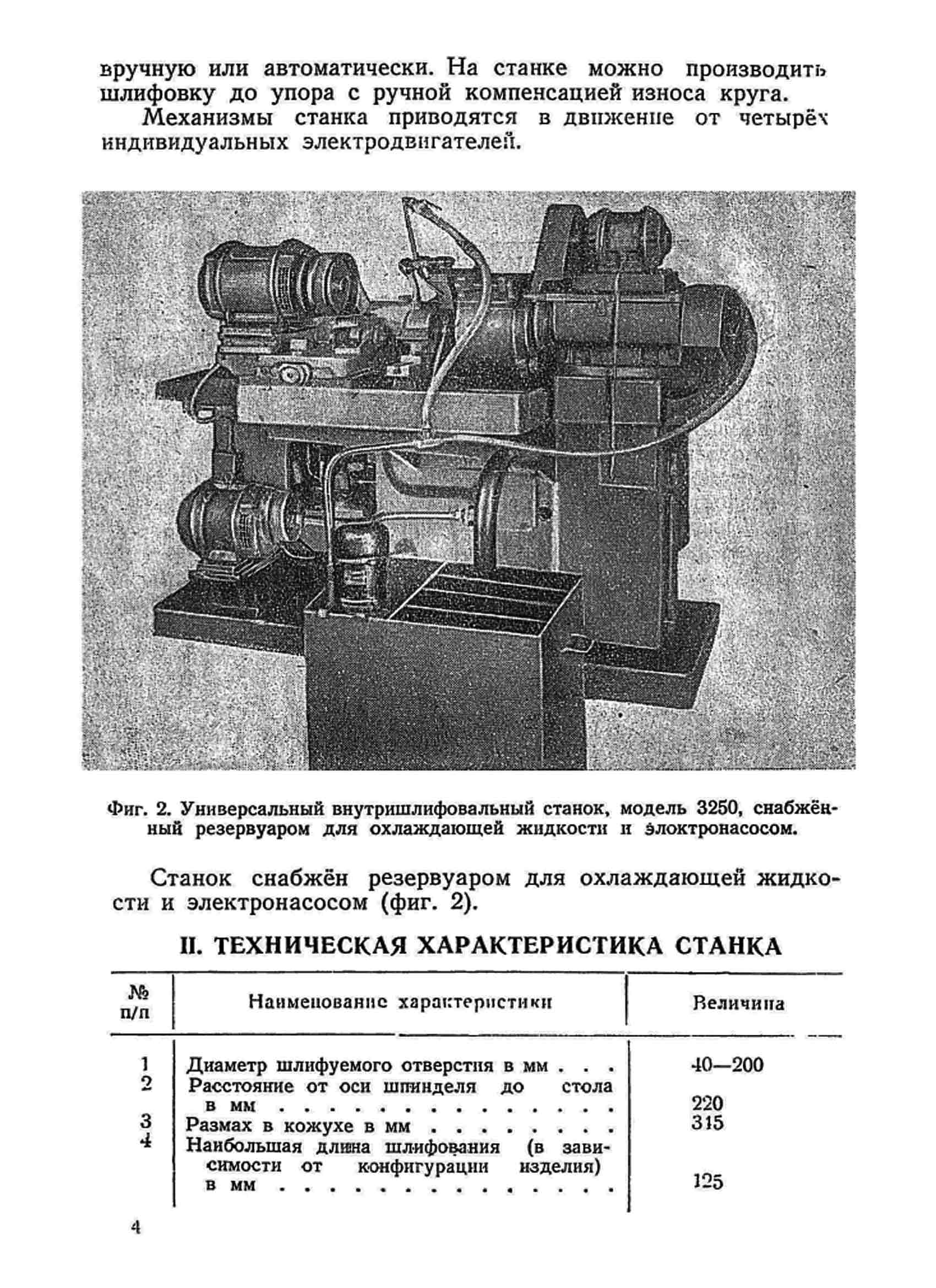
- Внутришлифовальный универсальный станок снабженный резервуаром для охлаждающей жидкости и электронасосом фото
2. Техническая характеристика станка
3. Описание станка
- Кинематическая схема
Конструкция узлов станка описание
Станина и стол
- Станина чертёж
- Цилиндр подачи стола чертёж
- Механизм ручного перемещения стола чертёж
- Передняя бабка чертёж
- Суппорт шлифовальной головки чертёж
- Шлифовальная головка чертёж
- Механизм поперечной подачи чертёж
- Золотниковая коробка чертёж
- Гидравлическая панель чертёж
- Прибор правки круга чертёж
- Торцевой упор чертёж
4. Электрооборудование и управление электродвигателями
- Принципиальная схема электрооборудования
Условные обозначения таблица
- Монтажная схема электрооборудования
Работа электрической схемы управления
5. Органы управления
- Схема управления фото
Спецификация органов управления
6. Транспортировка, монтаж станка и пробный пуск
- Фундаментный чертёж станка
- Упаковка станка чертёж
- Схема смазки
Спецификация мест смазки таблица
7. Наладка станка
Режимы резания при черновом шлифовании не закаленной стали таблица
8. Уход за станком
9. Уход за электрооборудования станка
10. Проверка станка на точность
- Проверка станка на точность чертёж
11. Принадлежности
Спецификация нормальных принадлежностей, обязательных к отпуску со станком и входящих в стоимость станка таблица
Спецификация нормальных принадлежностей, обязательных к отпуску со станком, не входящих в стоимость станка и особо оплачиваемых заказчиком
12. Быстроизнашиваемые детали
Спецификация быстроизнашиваемых деталей таблица
- Эскизы запасных и быстроизнашиваемых деталей
- Гайка винта чертёж
- Профиль нарезки чертёж
- Пружина чертёж
- Зубок собачки чертёж
- Манжет чертёж
13. Спецификация шарикоподшипников, установленных на станке таблица
14. Упаковочная ведомость таблица
- Кинематическая схема станка
Описание внутришлифовального станка:
Как таковой паспорт внутришлифовального станка, а в частности модели 3250 является вполне раритетным типом документа на основании которого конечно появляется
совершенно отличная и замечательная возможность настраивать, работать и конечно обслуживать данный станок. Тем не менее, но речь действительно идет о весьма давнего
производства издании, что было реализовано и выпущено ещё порядка сорока лет назад, что уже говорит о довольно давнем применении. Тем не менее, но станок этой модели
встречается, применяется и конечно используется в том числе и в условиях современного производства. Но этот момент вполне часто отмечается многими специалистами, что
наличие для реализации возможностей станка зачастую вполне вписывается и в современный концепт, подход. К тому же, эта модель на наш взгляд неприхотлива, надежна, что
вполне задаёт тот самый тон для универсального её применения для работ связанных с металлообработкой. Для реализации самых разнообразных деталей или заготовок
связанных с внутренней шлифовкой и прочих операций для высокой и даже широкой реализации возможностей этого оборудования. По объему подачи это руководство является
стандартным, ведь количество страниц присутствует порядка пятидесяти, но это только нужная и полезная информация. Так как описываемый тип оборудования является
действительно универсальным, то все операции или функции станка будут заточены на тот же самый подход или принцип. Но это на самом деле касается в основном всех без
исключения единиц оборудования документы на которые присутствуют в нашем архиве.
Конечно, и безусловно на внутришлифовальный станок схема присутствует в этом типе документации на уровне вполне значимого и важного элемента без которого весьма сложно
будет реализовать весь этот потенциал полностью. Тем не менее, но если рассматривать и такой момент уже связанный с назначением станочной единицы, то можно отметить,
что в первую очередь он предназначается для шлифовки как цилиндрических так и конусных отверстий самого разнообразного диаметра, размера и прочих значимых для работы
параметров. А вот как раз наибольшая длина шлифования заготовки может составить непосредственно сто двадцать пять миллиметров и это на самом деле универсальный
результат. Ведь, как раз на наш взгляд именно этот диаметр и длина позволят реализовать возможности станка в полной мере. Здесь при этом присутствует и такое понятие
как угол, что равен порядка тридцати градусов при условии, что будет отображена в том числе вершина конуса. Но эти параметры можно и расширить, даже в некоторых
случаях в значительной степени, ведь производитель предлагает по особому заказу поставить дополнительные устройства. А они уже как раз относятся непосредственно к
параметрам шлифовки, к примеру небольших торцевых отверстий и прочих, но не менее важных моментов без которых сложно бывает наладить как следует саму работу. Но есть
варианты когда само по себе шлифование реализуется уже вручную, но тем же самым штатным кругом без которого подход к работе станет просто невозможным, но это как
следствие в другом моменте подачи.
Приобретая этот документ можно рассчитывать и на наличие такого параметра как на этот или подобные внутришлифовальные станки характеристики. Действительно, но зачастую
без них просто нельзя, ведь здесь может быть завязано довольно многое для отображения и реализации оборудования сполна, применяя все его возможности. Непосредственно
поперечная подача шлифовального круга станка в процессе работы на нём будет реализована применяя подачу как вручную так и автоматически. На станке рекомендуется
производить в процессе работы непосредственно шлифовку до самого упора с компенсацией шлифовального круга. Этот момент на наш взгляд необходим и конечно применим для
наибольшей результативности взаимодействия в производственном, перспективном технологически реализованным циклом. Конечно, данный тип станка в обязательном порядке
оснащается резервуаром для охлаждающей жидкости, что в свою очередь реализует возможности электронасоса. Ну и конечно, все механизмы, что присутствуют на базе этого
станка будет реализованы с позиции подачи запуска сразу четырех электродвигателей. Но именно такой конструкторский элемент вполне реализуем и в том числе в условиях
современного производства и вполне может рекомендовать себя как эффективный вариант для работы разного типа металла методом обработки, что в общем закономерно и важно.